Tearing up an old highway or demolishing a bridge generates massive tonnage. Historically, that material was hauled to a landfill at a massive premium. Today, modern mobile crushing circuits allow us to process that rubble directly on-site, turning a logistical headache into a highly engineered structural asset: Recycled Concrete Aggregate (RCA) and Reclaimed Asphalt Pavement (RAP).
Here is a breakdown of how the recycling process actually works in the field, and why civil engineers actively write these materials into their spec books.
The Crushing Circuit: How We Recycle
You can’t just run a slab of rebar-laced bridge deck through a standard rock crusher and expect a usable product. Recycling requires a specific equipment train designed to handle heavily reinforced materials.
- Pre-Processing: Before hitting the crusher, oversized slabs are broken down using excavators equipped with hydraulic pulverizers or hydraulic hammers. This initial step shears the worst of the protruding rebar and sizes the material so it won’t bridge and choke the crusher’s feed opening.
- Primary Reduction: The material is fed into a primary Jaw or Impactor crusher. The goal here isn’t perfect sizing yet; it’s about breaking the concrete or asphalt matrix apart to free the embedded steel.
- Magnetic Separation: This is the most critical step in concrete recycling. As the fractured material exits the primary crusher on a conveyor, it passes under a high-powered, cross-belt electromagnet. This magnet pulls out the rebar, wire mesh, and dowel bars, ejecting them into a separate pile for scrap recycling.
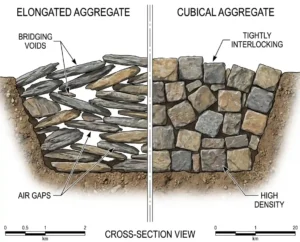
- Secondary Crushing and Screening: The clean, steel-free rubble is then fed into a secondary crusher (often a Cone or a Vertical Shaft Impactor) to achieve the desired cubical shape. Finally, it hits a vibrating screen deck to be sorted into precise, spec-compliant gradations (e.g., 3/4″ minus for road base).
The Engineering Benefits: Why It Outperforms
Beyond the obvious environmental benefits and the reduction in trucking costs, RCA and RAP offer distinct mechanical advantages over virgin aggregate.
The RCA Advantage: Yield and Autogenous Healing
Crushed concrete is generally 10% to 15% lighter per cubic metre than standard virgin crushed stone. Because aggregate is typically purchased by the metric tonne but placed and compacted by volume (the cubic metre), utilizing RCA gives civil contractors a significantly higher yield—meaning your tonnage covers more ground on the job site.
Furthermore, as recognized in engineering guidelines by the Transportation Association of Canada (TAC) and various provincial Ministries of Transportation, the mechanical crushing of old concrete exposes unhydrated cement particles. When this base is wetted to its optimum moisture content and compacted, these particles react. This creates a “secondary hydration” effect that effectively cements the base course together over time, dramatically increasing the structural number and providing exceptional load-bearing capacity against punishing Canadian freeze-thaw cycles.
The RAP Advantage: Residual Binder
When asphalt is milled and crushed to create RAP, the aggregate remains coated in aged bitumen. Technical bodies like the Canadian Technical Asphalt Association (CTAA) highlight that this residual binder is an incredibly valuable asset rather than a waste product.
For base and sub-base applications, this bitumen acts as a built-in dust suppressant and binding agent. When a vibratory roller hits a high-RAP base course, the material locks up exceptionally fast. This creates a highly water-resistant, rut-resistant foundation that maintains stability even during harsh spring thaws, providing a bulletproof platform for the final paving lifts.
Ultimately, concrete and asphalt recycling across Canadian job sites isn’t just about diverting waste from municipal landfills; it’s about engineering a smarter, more efficient material ecosystem that meets strict provincial specifications.