Achieving gradation curves (sieve analysis) is the baseline for any crushing spread. However, the geometry of the individual aggregate particle specifically its cubicity versus its elongation is what distinguishes high-performance structural fill from rejected stockpiles.
For civil engineers and project managers, understanding the relationship between crusher selection (Impact vs. Cone) and fracture mechanics is critical for meeting strict Flakiness Index (FI) and Elongation Index (EI) specifications in road base and asphalt mixes.
Fracture Mechanics: Compression & Impact
Compression Crushing (Cone/Jaw)
Cone crushers operate on the principle of attrition and compression between the mantle and bowl liner. While efficient for hard, abrasive geologies (granite, basalt), compression can inadvertently produce “slabby” or elongated particles if the crushing chamber isn’t optimized. This occurs because the rock tends to cleave along its natural laminations.
Impact Crushing (HSI/VSI)
Horizontal and Vertical Shaft Impactors utilize high-velocity kinetic energy. The rotor creates stress fractures within the rock structure itself, causing it to shatter perpendicular to its cleavage planes. This “dynamic shattering” results in a highly cubical product, which is often mandatory for surface course asphalt to ensure proper interlocking and void content.
The “Choke Feed” Variable
A common operational error we see in the field is running cone crushers with a starved feed.
To mitigate the flakiness inherent in compression crushing, the chamber must be choke fed (filled completely). This induces “inter-particle crushing” (rock-on-rock attrition) rather than just rock-on-metal crushing.
- Starved Feed: Low pressure, high flakiness, inconsistent gradation.
- Choke Feed: High pressure, improved cubicity, consistent wear on the manganese liners.
Field Note: If your site’s cone crusher is surging (empty-full-empty), you are likely producing out-of-spec material during the empty cycles. We utilize surge bins and variable speed feeders to maintain a constant head pressure in the chamber.
Why Geometry Matters
Why do geotechnical engineers obsess over the Flakiness Index?
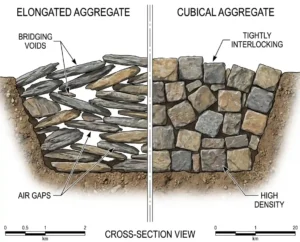
- Pavement Failure: In High-Performance Concrete (HPC) and Hot Mix Asphalt (HMA), flat and elongated particles act like levers under traffic loads. They bridge voids rather than interlocking, leading to high stress concentrations and premature cracking or rutting.
- Workability: Cubical aggregates act like ball bearings, improving the flow and pumpability of concrete. Flaky aggregates increase internal friction, requiring more water or paste to achieve the same slump, which ultimately lowers the concrete’s compressive strength.
Selecting the Right Circuit for the Geology
At FAFO, we don’t just “crush rock.” We analyze the parent material’s abrasiveness and silica content before deploying a spread.
- For High Abrasiveness: We deploy a Jaw-Cone-Screen circuit to minimize wear costs, managing shape by keeping the cone choke-fed and potentially utilizing a closed-circuit recirculating load.
- For Low Abrasiveness / High Spec: We introduce an HSI (Horizontal Shaft Impactor) as a secondary or tertiary unit. This acts as a “shaping tool,” correcting the geometry of the aggregate to meet strict superpave or architectural specs.